Hur ser er process ut från konstruktion till produktion? Arbetar ni med två olika stycklistor? Och är de konsekventa med varandra? ERP-programvaran ska kunna generera flera olika typer av stycklistor och även kunna härleda nya stycklistor från befintliga.
Hur viktigt är det med harmoniserade stycklistor inom maskin- och anläggningsbyggnation? Enligt marknadsundersökningsföretaget Gartner är 90% av alla förfrågningar från industrin relaterade till gränssnittet mellan utveckling och produktion.
Harmonisering av stycklistor - ett praktiskt exempel
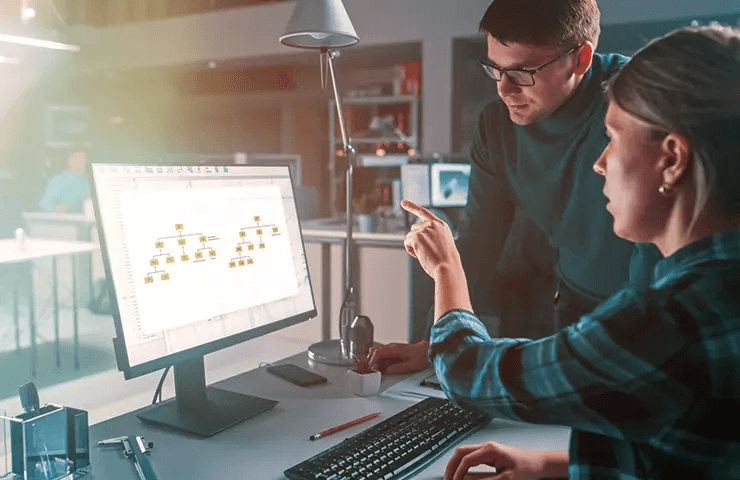
När en enhet konstrueras får den en ritning och en motsvarande stycklista. Ganska enkelt, egentligen, eftersom hårddata talar för sig själv. Men i praktiken är det inte riktigt så enkelt. Saker och ting ser annorlunda ut ur ett designperspektiv än ur ett tillverkningsperspektiv. Låt mig ge dig ett exempel:
Inom fordonstillverkningen har vi en enhet som kallas "pallbox". Den består av en stödkonsol och själva lådan. För konstruktionsavdelningen utgör dessa två delar en logisk enhet - en montering.

Det beror på hur man ser på det
I produktionen ser man dock annorlunda på monteringen. Produktionen har redan svetsats fast stödfästet på underredet i ett tidigare skede, och den färdigmonterade pallboxen behövs inte förrän vid slutmonteringen.
Många ERP-system slutar där
De flesta ERP-lösningar tar inte hänsyn till dessa olika synsätt - med katastrofala följder:
-
felaktiga arbetsspecifikationer och felaktig information
-
ofullständig planering av materialbehov
-
restorder på grund av att material saknas.
Orsakerna till detta är uppenbara. Affärssystem beräknar materialbehovstider baserat på schemaläggning längs produkthierarkin. Om den där pallboxen behövs i slutmonteringen är alla komponenter för den här monteringsgruppen schemalagda för det här datumet. Detsamma gäller om lådan planerades från början. Det är en "lose-lose"-situation, eftersom en av de två komponenterna i vilket fall som helst kommer att levereras för tidigt eller för sent.
Manuella ingrepp är inte en lösning
I sådana här fall griper erfarna produktionsplanerare in med manuella åtgärder eller använder buffertar och preliminära ledtider för att rädda schemat. Men sådana här lösningar löser inte det underliggande problemet. Tvärtom gör de situationen ännu mer komplicerad, bidrar till bristande transparens och leder till potentiella fel längre fram.
Moderna ERP-system har fördelen att
Med branschlösningen COSMO Discrete Manufacturing kan du härleda två olika strukturer från en stycklista och på så sätt återge de olika perspektiven för konstruktion och produktion. Den här funktionen har visat sig fungera i praktiken. I många projekt resulterade harmoniserade stycklistor i en betydande minskning av antalet saknade delar och lager.
Hur mycket kostnader orsakar BOM:er/stycklistor för dig?
Ring oss eller skriv ett mejl.
Vi hjälper dig att effektivisera samarbetet mellan produktutveckling och produktion.
Nyckelord

Kontakta vår COSMOnaut
Av Frida EngbergSom Account Manager främjar Frida företagets tjänster, driver försäljning och bygger långsiktiga kundrelationer. Hon arbetar nära olika avdelningar för att säkerställa en smidig leverans och utvecklar strategier för att öka kundlojalitet och uppnå kundernas långsiktiga mål.
Fler liknande blogginlägg:





Hittade du vad du letade efter?
Starta din intelligenta sökning nu